منبع: سیمیا



الف - قلاویز کاری:

اصولاً قلاویزها دارای ۲، ۳ یا ۴ شیار هستند که اندازۀ یک سری قلاویز بر حسب اندازۀ پیچهای استاندارد شده، در دسترس قرار می گیرند. پیچهای ماشینی را نیز بر حسب شماره مشخص می کنند که معمولاً سایز بزرگترین پیچ کمتر یا برابر یک چهارم اینچ قطر است. پیچهای شمارشی به صورت پیچهای یکنواخت ملی دنده درشت و دنده ریز ساخته می شوند. به عنوان مثال کوچکترین سایز برای این نوع پیچ ها و یا قلاویزها در منبع ۸۰-۰ تعیین گردیده و بزرگترین آن ها در این سیستم ۲۴-۱۲ شده است. لازم به ذکر است که در قسمت اول یعنی ۰-۱۲ شماره پیچ و یا قلاویز و قسمت دوم یعنی ۸۰ و ۲۴ تعداد دنده در یک اینچ، مشخص می شود. پیچ و یا قلاویز سیستم یکنواخت دنده ریز nunf در پیچ های سری شماره های قطر آن ها بین ۰۶/۰ تا ۲۱۶/۰ است.
وجود اختلافات و تغییرات دنده در هر اینچ، در دو سری دنده ریز و دنده درشت امری عادی است. به عنوان نمونه پیچ شماره ۱۲ در سری دنده درشت NC ،۲۴ دنده در یک اینچ دارد اما همین پیچ در سری دنده ریز NF دارای ۲۸ دنده در یک اینچ است که پیچ اولی به صورت ۲۴-۱۲ و پیچ دومی به صورت ۲۸-۱۲ نمایش داده می شود. به واسطۀ این امر می توان پیچهای ریز و یا پیچهای ماشینی را تعیین و به کار برد که اندازۀ آن ها معمولاً تا یک چهارم است.


ب - حدیده کاری:



سوراخ کاری:
عملیات گرد تراشی، در داخل سطوح کار، برای ایجاد سوراخ هایی با قطر و طول مشخص را سوراخ کاری می گویند. در فرایند سوراخ کاری، سطوحی را که می خواهند سوراخ شود، آماده می کنند.
سوراخ کاری نوعی فرایند برش است که با استفاده از مته یک سوراخی با مقطع دایره ای روی قطعات ایجاد می شود. مته نوعی ابزار برش است که از مقاطع مختلف تشکیل شده که با سرعت گردش می کند. در اثر پیشروی، لبه های مته نیروی زیادی به قطعه وارد کرده و سوراخ کاری انجام می گردد. حرکت برشی اولیه، چرخش مته است. در حالی که پیشروی، حرکت مته در امتداد محور دوران آن به درون قطعه کار می باشد.
|
ماشین های مته (دریل): دریل یا به اصطلاح عامیانه دلر وسیلهای است که با حرکت دورانی سریع برای سوراخ کردن به کار میرود. دریلها با توجه قدرتی که دارند از سوراخ کاری چوب تا فلزات و حتی در بتن میتوانند به کار گرفته شوند. ماشین های مته به سه گروه دستی، رومیزی و ستونی تقسیم بندی می شود. عمل حرکت و دوران در نوع دستی هم با جریان برق و هم با نیروی دست انجام می شود. در نوع رومیزی و ستونی دوران محور اصلی دستگاه به وسیلۀ الکتروموتور انجام می گیرد.
معمولاً برای ایجاد سوراخ هاى گرد از ماشین هاى ابزارى به نام ماشین مته (دریل) استفاده مى شود. اصطلاح ماشین مته مفهوم وسیعى دارد و انواع ماشین های سوراخ کارى را در برمى گیرد. بسیارى از عملیات دیگر به جز سوراخ کارى نیز با ماشین هاى مته انجام مى شود که بعضى از آن ها سنگ زنى، خزینه زنى، برقوزنى، صیقل کارى و قلاویزکارى هستند. با پیشرفت ابزارها، امروزه نه تنها برای سوراخ کاری، بلکه با اضافه کردن قطعاتی دیگر، میتوان امکاناتی مانند ساب زن، گردبر، عمود بر و… را هم به این دستگاه اضافه کرد. ماشین متۀ رومیزى و ماشین متۀ پایه دار معمول ترین ماشین هایى هستند که در کارگاه هاى بزرگ و کوچک صنعتى یافت مى شود. ماشین هاى مته براى سه منظور: دوران ابزار برش (مته، مته خزینه)، پیشروى ابزار در سطح قطعه و نگهدارى قطعه کار طراحى مى شود. مته: مته ابزاری است که با حرکت دورانی آن می توان قطعات مختلف را سوراخ کاری کرد. با توجه به جنس قطعات زاویۀ مارپیچ مته در سه تیپ W-N-H انتخاب می شود: تیپ W دارای زاویۀ مارپیچ ۳۵ تا ۴۵ درجه و برای مواد نرم کاربرد دارد، مانند آلومینیم و مس. تیپ N دارای زاویۀ مارپیچ ۱۶ تا ۳۰ درجه و برای سوراخ کاری مواد سخت و فولاد ریخته کاربرد دارد. تیپ H دارای زاویۀ مارپیچ ۱۰ تا ۱۳ درجه و برای سوراخ کاری لاستیک سخت، برنج، برنز کاربرد دارد. مته را از نظر جنس به سه دسته تقسیم می کنند: ۱- مته WS این نوع مته دمای ۲۰۰ درجۀ سانتی گراد را در هنگام براده برداری تحمل می کند. ۲- مته SS یا HSS این نوع مته دمای ۶۰۰ درجۀ سانتی گراد را در هنگام براده برداری تحمل می کند. ۳- مته HM این نوع مته دمای ۹۰۰ درجۀ سانتی گراد را در هنگام براده برداری تحمل می کند. متۀ نوک الماسه بیشتر برای سوراخ کاری سطوح بتونی به کار می رود. |
|
|
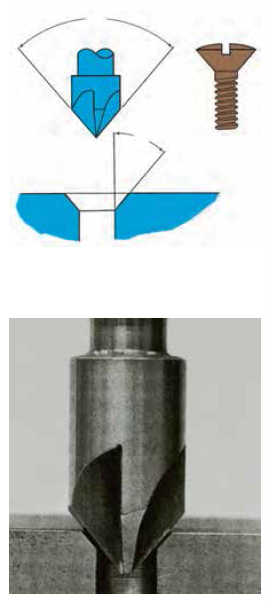
خزینه کاری: خزینه کاری عبارت است، براده برداری از قسمت فوقانی محل سوراخ کاری شده با ابزاری با نام متۀ خزینه برای ایجاد شکل مناسب برای قرارگیری گل پیچ در آن. وقتی میخواهید از سوراخهای ایجاد شده در قطعات برای پیچگذاری استفاده کنید، لازم است سر سوراخها خزینه شود. این کار را با متۀ خزینه به وسیلۀ دریل دستی یا برقی انجام دهید. پس از اینکه سوراخ اصلی را انجام دادید، متۀ خزینۀ مناسب را به دریل سوار کرده آن را به اندازه لازم خزینه کنید. معمولاً وقتی پیچ مورد نظر شما طوری در خزینه سوراخ قرار گرفت که با سطح قطعه کار همرو شد، این اندازه برای سوراخ خزینه کافی است. از آن جا که اکثر سوراخ کاری ها به منظور تامین فضای ابزارک های اتصال مانند پیچ ها، پرچ ها و میخ پرچ ها، پین و خار و گوه، انجام میشوند، طرح کلی سوراخ باید با جای گیری وشیوه ی خارج کردن ابزارک خود سازگار شده و در حین کار مزاحمتی ایجاد نکند. |
|
|
برقو کاری: بُرقو ابزاری است برای بزرگتر کردن یا گرد کردن سوراخهای ایجادشده با مته. برقوها میتوانند توپر باشند و در ابزارگیر نصب شوند یا توخالی باشند و روی دُرن سوار شوند. برقوها ممکن است از نوع پهلوتراش یا نوک تراش باشند. برقوها خیارهها (شیارها)ی طولی مستقیم یا مارپیچی و دندانههای مجزا روی ساقۀ مخروطی یا استوانهای دارند. به گشاد کردن یا بزرگ کردن سوراخ قطعات فلزی با برقو، برقوکاری گفته میشود. یک برقوی دستی تنظیمپذیر در محدودهای کوچک برای نمونه از ۱۳٬۵ تا ۱۵٬۵ میلیمتر قابل تنظیم است. برقو از سه قسمت تشکیل شدهاست: بدنه، دم، لبههای برنده برقو را میتوان با دست و یا با دریل چرخانید. در صورتیکه با دریل بهکار گرفته شود سرعت آن نباید بیشتر از RPM ۵۰ باشد. برقوها از فولاد سخت ساخته میشوند و لازم است در جعبههای چوبی دیوارهدار نگهداری شوند تا به یکدیگر اصابت نکنند. |
|

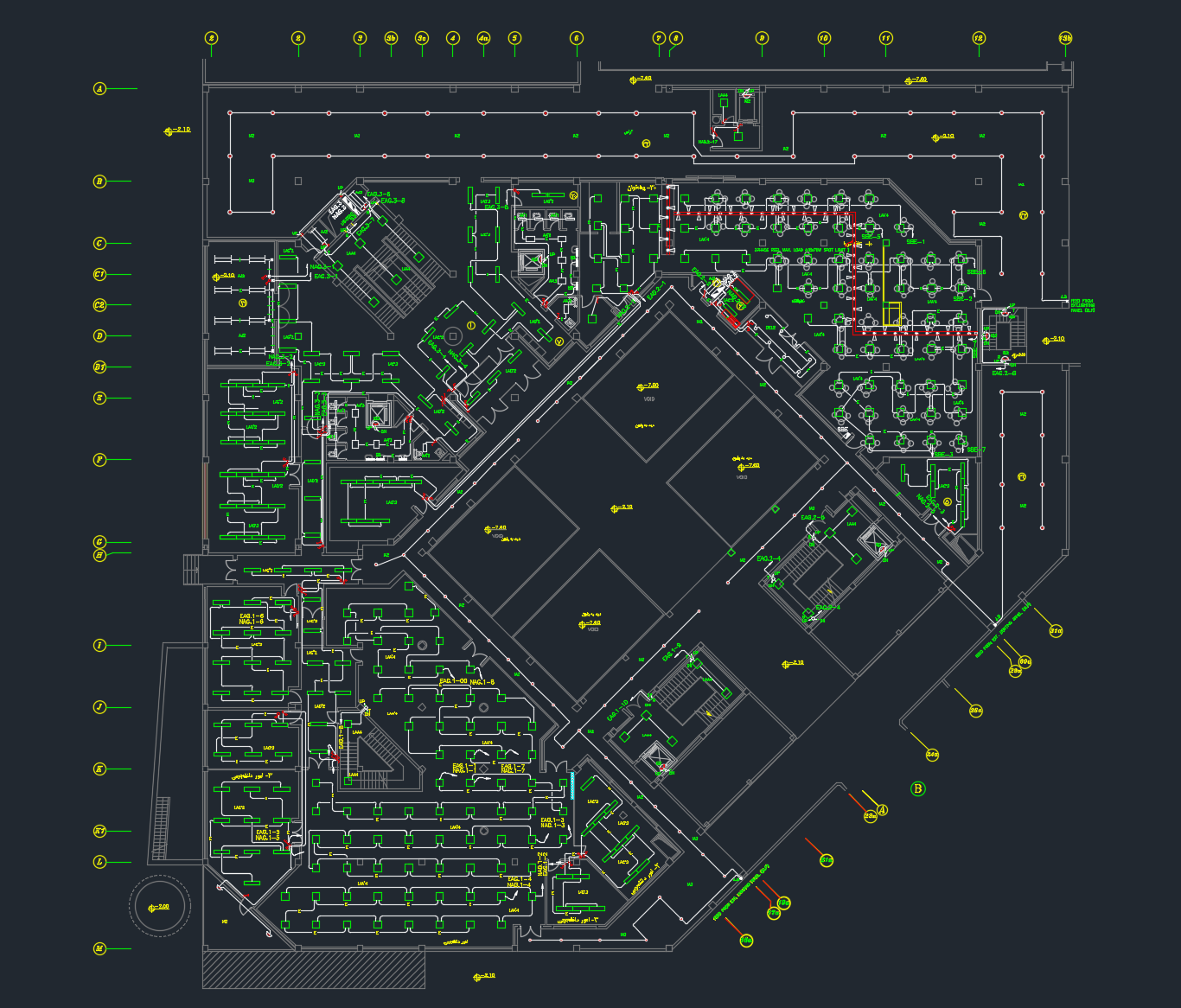
نقشه های اتوکد تأسیسات الکتریکال مجتمع تجاری - اداری در ۱۷ طبقه ۹ واحدی و ۱۲ برگ نقشه در ۱ فایل اتوکد طراحی شده مطابق استاندارد IEC و مقررات ملی ساختمان ایران (مبحث سیزدهم) و نشریه ۱۱۰ سازمان برنامه و بودجه با طراحی منحصر به فرد آموزشی و زیربنای ۳۷۹۰ مترمربع (واحد جامع) و جزئیات اجرایی الکتریکال فوق العاده حرفه ای.
برخی از مهم ترین متعلقات این آلبوم نقشه:
۱- جزئیات اجرایی الکتریکال منحصر به فرد به صورت بلوک های اتوکد؛
۲- نقشه های اتوکد روشنایی؛
۳- نقشه های اتوکد تغذیه پریز و تجهیزات؛
۴- نقشه های اتوکد تلفن و شبکه و مانیتورینگ طبقات؛
۵- نقشه های اتوکد سیستم دوربین های مدار بسته؛
۶- نقشه های اتوکد اعلام حریق؛
۷- نقشه های اتوکد زنگ اخبار و درب بازکن؛
۸- نقشه های اتوکد برق UPS؛
۹- نقشه های اتوکد جانمایی تابلو برق ها؛
 خرید و دانلود: ۵۰.۰۰۰ تومان
خرید و دانلود: ۵۰.۰۰۰ تومان
![]() حجم: ۴۷.۵۶ مگابایت
حجم: ۴۷.۵۶ مگابایت
![]() موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
جهت خرید این محصول ابتدا با این شماره تماس بگیرید.
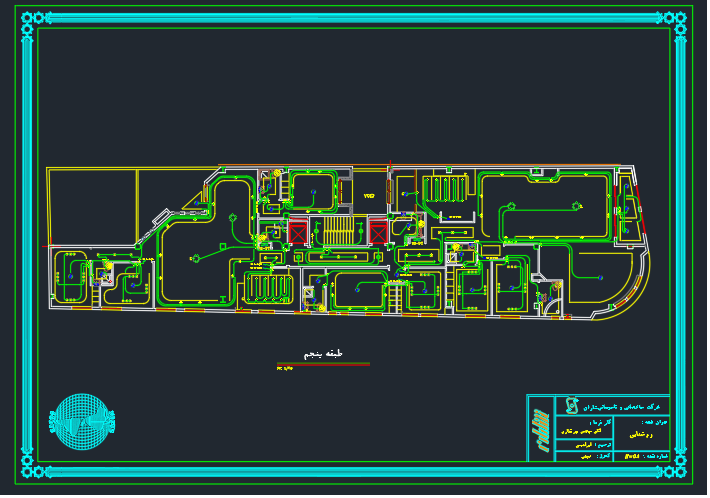
نقشه های اتوکد تأسیسات الکتریکال مجتمع تجاری - مسکونی در ۱۳ طبقه ۷ واحدی و ۸۳ برگ نقشه در ۳ فایل اتوکد طراحی شده مطابق استاندارد IEC و مقررات ملی ساختمان ایران (مبحث سیزدهم) و نشریه ۱۱۰ سازمان برنامه و بودجه با طراحی منحصر به فرد آموزشی و زیربنای ۶۵۰ مترمربع (واحد جامع) و جزئیات اجرایی الکتریکال فوق العاده حرفه ای.
برخی از مهم ترین متعلقات این آلبوم نقشه:
۱- جزئیات اجرایی الکتریکال منحصر به فرد به صورت بلوک های اتوکد؛
۲- نقشه های اتوکد روشنایی؛
۳- نقشه های اتوکد تغذیه پریز و تجهیزات؛
۴- نقشه های اتوکد تلفن و شبکه و مانیتورینگ طبقات؛
۵- نقشه های اتوکد سیستم دوربین های مدار بسته؛
۶- نقشه های اتوکد اعلام حریق؛
۷- نقشه های اتوکد آنتن و ماهواری مرکزی؛
۹- نقشه های اتوکد تابلوهای برق؛
۱۰- نقشه های اتوکد جداول، توضیحات، رایزرها، علائم و ...
خرید و دانلود: ۵۰.۰۰۰ تومان
![]() حجم: ۱۲.۲۴ مگابایت
حجم: ۱۲.۲۴ مگابایت
![]() موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
جهت خرید این محصول ابتدا با این شماره تماس بگیرید.
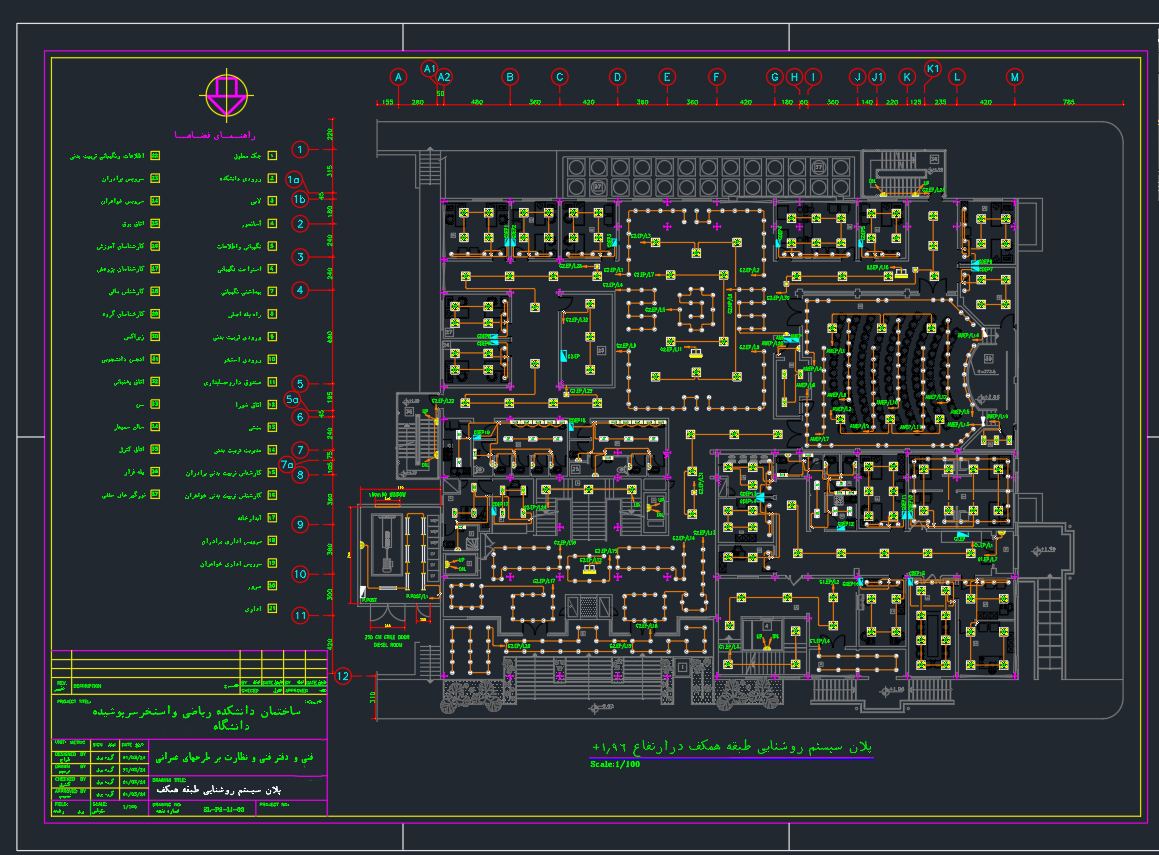
نقشه های اتوکد تأسیسات الکتریکال یکی از دانشکده های دانشگاه دولتی در ۸ طبقه و ۷۱ برگ نقشه در ۱۱ فایل جداگانه اتوکد طراحی شده مطابق استاندارد IEC و مقررات ملی ساختمان ایران (مبحث سیزدهم) و نشریه ۱۱۰ سازمان برنامه و بودجه با طراحی منحصر به فرد آموزشی و زیربنای ۲۴۰۰ مترمربع (واحد جامع) و جزئیات اجرایی الکتریکال فوق العاده حرفه ای.
برخی از مهم ترین متعلقات این آلبوم نقشه:
۱- جزئیات اجرایی الکتریکال منحصر به فرد به صورت بلوک های اتوکد؛
۲- نقشه های اتوکد روشنایی؛
۳- نقشه های اتوکد تغذیه پریز و تجهیزات؛
۴- نقشه های اتوکد تلفن و شبکه و مانیتورینگ طبقات؛
۵- نقشه های اتوکد سیستم دوربین های مدار بسته؛
۶- نقشه های اتوکد اعلام حریق؛
۷- نقشه های اتوکد هماهنگی؛
۸- نقشه های اتوکد فن کوئل و کابل کشی به کنترل هواسازها؛
۹- نقشه های اتوکد سینی کابل؛
۱۰- نقشه های اتوکد تابلو تک خطی تابلو؛
۱۱- نقشه های اتوکد سیستم ارتینگ،سیستم صوتی و پیچینگ؛
۱۲- انواع جزئیات، جداول، توضیحات، رایزرها ، علائم و ...
خرید و دانلود: ۵۰.۰۰۰ تومان
![]() حجم: ۱۵.۳۴ مگابایت
حجم: ۱۵.۳۴ مگابایت
![]() موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
موبایل: ۰۹۱۱ ۸۴۶ ۰۶۹۵
جهت خرید این محصول ابتدا با این شماره تماس بگیرید.

تعریف اره کاری:
از اره کاری به منظور بریدن و ایجاد شیار در قطعات استفاده می شود. با استفاده از فرایند اره کاری می توان با براده برداری از قطعۀ کار به وسیلۀ تیغه اره، شیار ایجاد نمود. از اره کاری به منظور بریدن و یا ایجاد شیار در قطعات استفاده می شود.
تیغه اره:

دسته بندی تیغه اره ها از نظر تعداد دندانه:
|
تشریح تیغه اره و مشخصات آن: دندانه های تیغه اره مانند گوه های کوچکی است که به ترتیب و پشت سر هم قرار گرفته اند و می توانند از روی قطعه کار براده برداری کنند. تیغه اره های دستی را دو دو نوع یک طرفه و دو طرفه می سازند. طول تیغه اره فاصلۀ خط المرکزین سوراخ های آن می باشد. در دندانه های تیغه اره، زاویه های زیر مشاهده می شود:
زاویۀ آزاد (a):
زاویۀ بین سطح آزاد گوه و سطح براده برداری را زاویۀ آزاد می نامند. وجود این زاویه برای درگیر شدن ابزار با کار لازم بوده و سطح اصطکاک را نیز تقلیل می دهد. زاویۀ گوه (b): زاویۀ بین دو سطح گوه را زاویۀ گوه و محل برخورد آن ها را لبۀ برنده می گویند. زاویۀ گوه را در تیغه اره های دستی که برای بریدن فلزات از آن ها استفاده می شود؛ برابر ۵۰ درجه انتخاب می کنند. زاویۀ براده (g): زاویۀ محصور بین سطح برادۀ گوه « سطحی که براده روی آن حرکت کند » و صفحۀ عمود بر سطح براده برداری شدۀ قطعۀ کار را زاویۀ براده می نامند. مقدار زاویۀ براده در تیغه اره های دستی به جنس قطعۀ کار بستگی دارد و مقدار آن برای بریدن فلزات نرمی که دارای برادۀ طویل می باشند به اندازۀ ۱۰ درجه و برای بریدن فلزات سخت صفر درجه در نظر گرفته شده است. گام دندانۀ تیغه اره ها (فاصلۀ تقسیمات) را برای بریدن فلزات نرم زیاد و برای بریدن فلزات سخت، کم انتخاب می کنند. برای جلوگیری از گیر کردن تیغه اره ها در هنگام برش، تدابیری به کار برده شده است تا عرض بیشتر از ضخامت تیغه اره باشد. برای این منظور از روش های نشان داده شده در شکل روبرو استفاده می شود. |
|
|
انواع تیغه اره از نظر گام: گام دندانۀ تیغه اره ها « فاصلۀ رأس یک دندانه تا رأس دندانۀ بعدی » بر حسب نوع و جنس کار متفاوت می باشد. برای بریدن فلزات سخت تر از تیغه اره های دنده ریز و برای بریدن فلزات نرم از تیغه اره های دنده درشت استفاده می شود. هم چنین برای اره کاری قطعاتی که دارای ضخامت کم می باشد تیغه ارۀ دنده ریز و برای اره کاری قطعاتی که دارای طول برش بلندی می باشند تیغه ارۀ دنده درشت به کار برده می شود. |
|
|
جنس تیغه اره ها:
جنس تیغه اره ها را برای بریدن فلزات نرم « آلومینیوم، مس و فولادهای نرم » از فولاد ابزار سازی غیر آلیاژی و برای بریدن فلزات سخت « چدن و فولادهای سخت » از فولاد ابزار آلیاژی « تندبر » انتخاب می کنند.
|
|
|
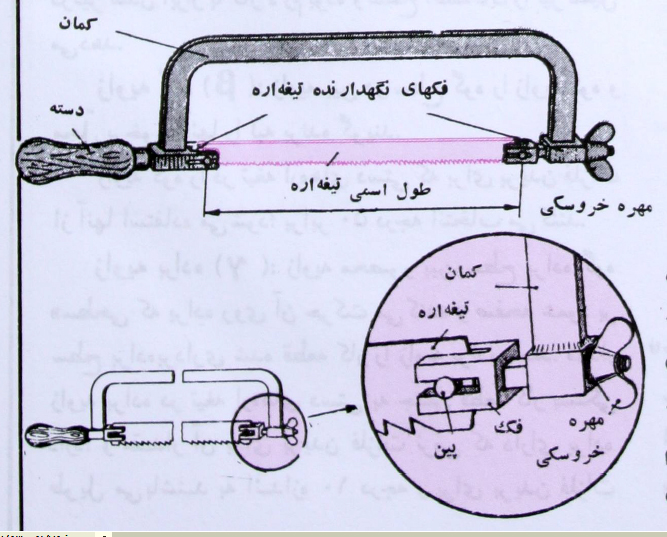
کمان ارۀ دستی: کمان اره یا ارۀ آهنبر نوعی اره است که دارای کلافی فلزی است و تیغۀ آن باریک و با اندازۀ دندانههای مختلف میباشد. کمان اره دارای یک بدنه فلزی و دو فک است. یکی از فک ها متغیر است و در موقع تعویض تیغه اره در محل خود جلو و عقب می رود و فک دیگر ثابت است. برای هدایت تیغه اره های دستی، آن ها را در کمان اره می بندند. کمان اره از کمان، دسته و فک های نگهدارندۀ تیغه، مهرۀ خروسکی و دو عدد پین تشکیل شده است. |
|
|
تجهیزات کارگاهی مورد استفاده در اره کاری: ۱. میزکار: برای این که بتوان با تسلط کامل و خستگی کمتر روی قطعات نسبتاً کوچک کارهایی مانند خط کشی، اره کاری و سوهان کاری را انجام داد؛ از میزی به نام میز کار استفاده می شود. میز کار بایستی محکم و سنگین بوده و در ضمن کار لرزش نداشته باشد. ارتفاع میز کار از کف کارگاه در حدود ۸۰ سانتی متر در نظر گرفته می شود. برای تسهیل در انجام کارهای براده برداری، روی میز کار گیره ای نیز نصب می گردد. ۲. گیرۀ موازی: این گیره دارای دو فک موازی می باشد، که یکی از آن ها ثابت و دیگری متحرک است. برای تأمین حرکت فک متحرک از پیچ و مهره استفاده شده است. گیره های موازی را معمولاً از چدن خاکسری مخصوص و یا فولاد دیخته گری تهیه می کنند. به همین دلیل در مقابل ضربه و نیروهای زیاد حساس بوده و بایستی از خمکاری و چکش کاری سنگین روی آن ها خودداری نمود. برای افزایش مقاومت قسمتی از فک ها که با کار در تماس می باشد؛ جنس آن ها را از فولاد انتخاب کرده و برای جلوگیری از سر خوردن قطعۀ کار روی آن ها را آج می زنند. برای افزایش راندماندر موقع کار روی گیره، لازم است ارتفاع سطح گیره متناسب با قد شخصی باشد که از آن استفاده می کند. مناسب ترین ارتفاع سطح گیره ارتفاعی است که وقتی در کنار آن می ایستیم سطح گیره به اندازۀ ۵ تا ۸ سانتی متر پایین تر از آرنج قرار گرفته باشد. چون ارتفاع میز کار ثابت می باشد می توان با قرار دادن زیر پایی چوبی مناسبی برای افراد قد کوتاه، ارتفاع گیره را تنظیم نمود و یا از گیرۀ قابل تنظیم مطابق شکل کمک گرفت. |
|
اره لنگ:


تعریف سوهان کاری:

|
معرفی سوهان و قسمت های مختلف آن: ابزاری که در فرآیند سوهان کاری مورد استفاده قرار می گیرد، سوهان نام دارد. سوهان قطعه ای است از جنس فولاد ابزار سازی غیر آلیاژی و یا فولاد ابزار آلیاژی کرم دار؛ که پس از ایجاد دندانه های روی آن، قسمت بدنۀ آن را سخت کرده ولی دنبالۀ آن را برای جلوگیری از شکستن، نرم باقی گذاشته اند. دندانه های سوهان مشابه گوه های کوچکی می باشند که در کنار و پشت سر هم قرار گرفته اند. این دندانه ها را آج سوهان می گویند. سوهان یکی از ابزارهای دستی است که در درودگری و فلزکاری تمیز کاری و صیقل به کار میرود. سوهان از یک میلۀ فلزی با سطحی شیاردار و زبر و یک دسته درست شده است. از سوهان برای ساییدن و صاف کردن سطوح از جمله چوب و فلز و هم چنین در صنایع دستی مانند منبتکاری و معرقکاری استفاده میشود. به کار با سوهان، سوهانکاری گفته میشود. به کار برندۀ این ابزار، سوهانکار یا سوهان گر، به عمل یک سوهانکار، سوهان زدن و به قابلیت سایشپذیری یک سطح توسط سوهان، سوهانخواری میگویند. عملیات براده برداری از سطوح قطعۀ کار به روش دستی، به منظور ایجاد شکل و فرم نقشۀ کار روی سطح قطعۀ کار را سوهان کاری می گویند. علاوه بر این که با سوهان می توان تغییرات شکلی در کار ایجاد کرد می توان تغییرات ابعادی در جهت طول و عرض و زاویه نیز به وجود آورد و با این تغییرات می توان قطعۀ کار را به اندازۀ نقشه رساند. همان طور که در شکل بزرگ شده دندانه ها مشاهده می شود، آج های سوهان در دو امتداد مختلف ایجاد شده است؛ که یکی از آن ها را آج زیرین و دیگری را آج رویی می گویند. زاویۀ انحراف آج زیرین نسبت به محور سوهان ۵۴ درجه و آج رویی ۷۱ درجه انتخاب می شود. بدین ترتیب دندان های سوهان پشت سر هم قرار نگرفته و از ایجاد شیار روی سطح قطعۀ کار جلوگیری به عمل می آید. وقتی سوهان با فشار روی سطح قطعۀ کار کشیده می شود، دندانه های آن براده های کوچکی را از سطح قطعۀ کار جدا کرده و در فضای خالی دندانه ها جمع و در انتهای سطح، به خارج هدایت می نماید. |
|
|
انواع آج سوهان: آج سوهان را با دو روش فرزکاری و ضرب زنی روی طح سوهان ایجاد می کنند. این دو نوع آج را می توان با نگاه کردن به آج سوهان و زوایای آن از یکدیگر تشخیص داد. ۱. سوهان یک آجه: آج این سوهان ها به صورت افقی یا عمودی یا مایل بر سطح سوهان زده می شود و برای قطعات با جنس نرم کاربرد دارد که به راحتی از سطح کار براده برداری می کند و چون دندانه های این سوهان در یک ردیف پشت سر هم قرار دارند، سبب خط انداختن روی سطح کار می شود که برای عمل پرداخت کار مناسب نیست. ۲. سوهان دو آجه: آج این سوهان ها یا به روش براده برداری یا به روش ضرب های روی سطح آن ها ایجاد می شود که زاویۀ آج از آن ها متفاوت است تا دندانه ها پشت سر هم قرار نگیرد و عمل تخلیۀ براده از بین دندانه ها راحت تر انجام شود.
۳. سوهان ظریف و خشن: برحسب تعداد دندانه های آج در یک سانتی متر (اینچ) از طول سوهان می توان ظریف و خشن بودن آن را مشخص کرد که هر چه تعداد دندانه ها بیشتر باشد سوهان ظریف تر و برای عمل پرداخت کاری مناسب تر است، و هر چه تعداد دندانه ها کمتر باشد سوهان برای عملیات خشن کاری به کار گرفته می شود.
|
|
تعداد آج موجود در یک سانتی متر از طول سوهان معرف ظرافت سوهان بوده و آن ها را بر حسب ظریف یا خشن بودن سوهان استاندارد کرده اند. علامت مشخصۀ ظریف یا خشن بودن سوهان با شماره های از ۰ تا ۴ مشخص می شود:
۰: خیلی خشن
۱: خشن
۲: متوسط
۳: ظریف
۴: خیلی ظریف
بر حسب کیفیت سطح کار و حجم سوهان کاری ممکن است که از سوهان های خشن، متوسط و یا ظریف برای براده برداری استفاده نمود.
|
اندازه اسمی سوهان: اندازه اسمی سوهان عبارت است از اندازۀ سر سوهان تا شروع دنبالۀ آن. سوهان را با طول های ۸۰، ۱۰۰، ۱۲۵، ۱۶۰، ۲۰۰، ۲۵۰، ۳۱۵، ۳۷۵ و ۴۵۰ میلی متر تولید می کنند. |
|


میگر یا تستر عایقی وسیله ای است برای اندازه گیری مقاومت های بسیار بزرگ معمولاً تا ۲ گیگا اهم با ولتاژ تست تا ۵ کیلوولت می باشد و جهت سنجش مقاومت عایقی کابل ها، موتورها، ترانسفورماتور ها ، ژنراتورها و سایر تجهیزات الکتریکی استفاده می شود. برای اندازه گیری چنین مقاومت هایی معمولاً به ولتاژ زیادی نیاز است. در بعضی از این نوع دستگاه ها، ولتاژ تست به ۱۰KV نیز می رسد ولتاژ معمول این نوع دستگاه های اندازه گیری، بین ۱۰۰ ولت تا ۱۰ کیلو ولت است. دستگاه میگر از یک دستگاه نسبت سنج تشکیل شده است.
منبع ولتاژ مورد نیاز دستگاه معمولاً متناوب است و آن را به دو صورت ایجاد می کنند:
ü در روش اول با استفاده از یک منبع تغذیه DC ولتاژ DC را به کمک اسیلاتور (نوسان ساز) تبدیل به Ac می کنند و آن گاه به کمک ترانسفورماتور ولتاژ متناوب خروجی اسیلاتور را به هر مقدار دلخواه افزایش داده می شود .
ü در روش دوم به کمک یک ژنراتور ساده که محرک آن دست است، ولتاژ Ac تولید می شود.

ارت تستر یا ارت سنج و یا همان دستگاه تست مقاومت زمین شبیه میگر برای اندازه گیری مقاومت طراحی گردیده با این تفاوت که مقاومت زمین بسیار کمتر از عایق های معمول می باشد. در حقیقت رنج میگر در بازه مگا اهم و تستر مقاومت زمین در حدود اهم می باشد.
از دستگاه تست مقاومت زمین(ارت تستر) معمولاً برای اندازه گیری مقاومت بین دو نقطه زمین در حدود 5 یا 10 اهم است استفاده می کنند. ارت تسترها معمولاً دارای سه عدد کانکشن هستند که به کمک میله ای فلزی امکان اتصال به زمین داشته و به نام الکترودهای جریان، زمین، و پتانسیل شناخته می شوند.
ایمنی و جلوگیری از برق گرفتی مهم ترین اصل در طراحی سیستم برق ساختمان است. لذا جهت رفع خطر برق گرفتگی، از روش زمین کردن دستگاه های برقی استفاده می کنند. بدین صورت که بدنه فلزی دستگاه ها را به زمین متصل می کنند. لذا با احداث چاه ارت، و اتصال رسانایی از ساختمان تا زمین این امنیت تامین می شود. الزاماً وجود پریزهای ارت دار معرف داشتن چاه ارت نیست و باید طبق قانون نظام مهندسی طبق قوانین ارتینگ چاه حفر و طبق استاندارد ساختمان به ارت متصل شود. چاه ارت طبق قوانین و استانداردها ایجاد شده باید شرایطی جهت کسب مجوز داشته باشد. مقاومت چاه ارت بسیار حائز اهمیت است و باید مقدار کمی باشد.
به طور مثال برای ساختمان های مسکونی مقاومت باید زیر 2 اهم باشد. لازم است سالی یکبار این مقاومت تست شود تا در صورت افزایش آن اصلاحات لازم صورت گیرد. هم چنین در بیمارستان ها و شرکت هایی با شبکه های کامپیوتری و سرور وجود چاه ارت الزامی ست.
اندازه گیری مقاومت زمین با ارت سنج سه سیمه با استفاده ار دو میخ کمکی از متداول ترین روش های اندازه گیری ارتینگ چاه می باشد. در این روش از یک الکترود و دو میخ کمکی استفاده می شود که در یک راستا و در فواصل معین "حدود 5 الی 10 متر از یکدیگر" قرار می گیرند و با استفاده از سیم های رابط کابل ارت سنج به دستگاه متصل می شود.
دستگاه ارت تستر افت پتانسیل را در ناحیه بین الکترود و میخ کمکی نزدیک به الکترود اندازه میگیرد و در ادامه دستگاه با ایجاد جریان متناوب ثابت با دورترین میخ کمکی به صورت خودکار میتواند با استفاده از قانون اهم V=IR مقدار مقاومت زمین را محاسبه کند.

کلمپ متر یا آمپرمتر چنگکی ابزار سودمندی است که به مهندسان امکان اندازه گیری جریان الکتریکی ( آمپر) را به سهولت می دهد. برای استفاده از کلمپ متر کافیست قسمت چنگکی تجیهز را در اطراف سیم حامل جریان قرار داده و بدون نیاز به اتصال پراب و قرار دادن به صورت سری آمپر متر مقدار جریان را اندازه گیری کنید. در حقیقت تئوری اندازه گیری آمپرمتر چنگکی بر مبنای خواص قانون فیزیکی است که ثابت می کند اطراف سیم حامل جریان میدان مغناطیسی وجود دارد که متناسب است با مقدار جریان یا آمپر سیم. در عمل در بسیاری از کلمپ آمپر متر ها از اثر هال در اندازه گیری میدان مغناطیسی اطراف سیمی که چنکگ یا کلمپ را احاطه کرده استفاده کرده و ولتاژی متناسب با میدان به وسیلۀ آن آشکار ساز نیمه رسانای اثر هال حس می شود و به کمک میکروپروسسور داخل دستگاه به جریان معادل تبدیل می گردد. امروزه استفاده از آمپر متر کلمپی در نصب تجیهزات ابزار دقیق، اتوماسیون صنعتی و هم چنین آزمایشگاه های الکترونیک یا کارگاه های برق و ... رایج است.
کلمپ آمپرمترها می توانند به عنوان یک مولتی متر نیز قابل استفاده باشند. هم چنین می توانند در سایز های مختلف کوچک وبزرگ باشند. یا به صورت میلی کلمپ آمپرمتر باشند. هم چنین سایز دهنه کلمپ ها دراندازه های مختلف وجود دارند.
کلمپ یا کلمپ متر در یک انبرک است که در اغلب موارد دارای یک یا دو فک متحرک است، اغلب کلمپ متر های رایج یک شاسی دارند که با فشار دادن این شاسی دهانه کلمپ باز شده و سیم حامل جریان در بین دو فک کلمپ قرار می گیرد. پس از از قرار گرفتن سیم حامل جریان در کلمپ و بسته شدن کامل فک های کلمپ می توانید جریان عبوری از سیم حامل جریان را مشاهده نمایید.
فک کلمپ متر ها در حقیقت دارای یک هسته (معمولا آهنی یا فریتی) است که با بسته شدن فک ها تشکیل یک حلقه بسته می دهد و میدان مغناطیسی اطراف سیم حامل جریان که ناشی از جریان الکترون ها در سیم است، در این حلقه القا شده و بدین وسیله تشخیص می دهند که جریان عبور از سیم چه میزان است. بنابراین رعایت نکات زیر در هنگام استفاده از کلمپ ضروری است.
کلمپ متر ها تنها می توانند جریان عبوری از سیم و پارامتر های مربوط به جریان را به شما نشان دهند. اغلب کلمپ های موجود در بازار فقط جریان AC را نمایش می دهند و به علت استفاده از ترانس جریان (CT) نمی توانند جریان DC را نمایش دهند، البته این به معنی عدم وجود کلمپ متر های DC نیست ، اما کلمپ مترهای DC و AC معمولا قیمت بالاتری نسبت به کلمپ متر های AC دارند. پس در هنگام خرید کلمپ به این نکته توجه فرمایید که کلمپ شما چه نوع جریانی را اندازه گیری می کند.
کلمپ های DC معمولا از اثر هال برای اندازه گیری جریان درون حلقه استفاده می نمایند، سنسور های اثر هال (Hall Effect) بر خلاف ترانس های جریان (CT) هم جریان های AC و هم جریان های DC را می توانند اندازه گیری نمایند. این نوع کلمپ ها، دارای دقت بیشتری نسبت به کلمپ های ترانسی هستند.
کلمپ متر ها انواع گوناگونی دارند، بعضی از کلمپ متر ها فقط جریان را اندازه می گیرند، اما بعضی متفاوت ترند و در کنار کلمپ جریان، همانند مولتی متر های معمولی دارای پراب هایی برای اندازه گیری ولتاژ، مقاومت، دما و … نیز هستند. اما در نظر داشته باشید با استفاده از قسمت کلمپ یک کلمپ متر نمی توانید ولتاژ را اندازه گیری نمایید.
در صورتی که قصد خرید کلمپ متر دارید سعی کنید کلمپ متر های مرغوب تهیه نمایید و حتما در هنگام خرید دقت مورد نظرتان را تست نمایید زیرا برخی کلمپ متر ها که قیمت ارزانتری دارند ، دقت پایینی دارند و نمی توانند جریان های کم را به شما نشان دهند و در صورتی که شما به دقت بالایی برای اندازه گیری جریان نیاز دارید ممکن است نتوانید از کلمپ مترتان به خوبی استفاده نمایید.

گوس متر ابزاری بررای اندازه گیری میدان الکترومغناطیس EMF/ELF با سرعت نمونه برداری ۲.۵ بار در ثانیه برای یک محور در بازه ۲۰/۲۰۰ میکروتسلا می باشد.
تستر میدان مغناطیسی با قابلیت اندازه گیری میدان مغناطیسی در سه جهت که به گوس متر یا شدت سنج میدان مغناطیسی معروف است. در الکترو مغناطیس کلاسیک تعریف میدان مغناطیسی به صورت « میدان حاصل از بار الکتریکی در حال حرکت در اطراف آن » میباشد.
امکانات:
ü اندازه گیری قدرت میدان الکترومغناطیس EMF/ELF
ü رنج اندازه گیری: 200/2000mG, 20/200μT
ü دقت دستگاه:6dgt+2.5%) at 50Hz/60Hz) ±
ü دقت قرائت: 0.1/1mG. or 0.01/0.1μT
ü پهنای باند :HZ 300~30
ü سنسور تک محوره
ü سرعت نمونه برداری: 2.5 بار در ثانیه
ü قابلیت ثابت نگه داشتن بیشترین مقادیر

میکرومتر، یا ریزسنج، ابزاری برای اندازهگیری طول با دقت زیاد است.
میکرومتر برای اندازهگیری قطعاتی که بایستی دقیق تراشیده شوند بهکار گرفته میشود. دقت میکرومتر بهمراتب بیشتر از دقت کولیسها است. میکرومترها ازنظر سیستم اندازهگیری مانند کولیس دو نوعند که آن ها را میکرومترهای اینچی و میکرومترهای میلیمتری مینامند. میکرومتر از بخشهای مختلفی تشکیل شدهاست، که عبارتند از: فک ثابت، فک متحرک، استوانهٔ مدرج و یا همان خطکش میکرومتر، پوستهٔ مدرج یا ورنیهٔ میکرومتر، و کمانی که برای گرفتن میکرومتر از آن استفاده میشود. در قسمت انتهایی میکرومتر یک جغجغه است و اهرمی که در هنگام اندازهگیری قفل میشود.

اغلب اشتباهات رایج در پروژه های کاری به دلیل انتخاب نادرست وسیله سنجش و علامت زنی مناسب رخ می دهند. زاویه سنج، ابزار سنجشی است که پروسه اندازه گیری را آسان و دقیق می سازد و محاسبه زوایا با این وسیله، با دقتی بالا صورت می گیرد. به وسیله زاویه سنج شما قادر خواهید بود تا زاویه های محاسبه شده را به صورتی دقیق به روی مورد کار خود منتقل کنید و اشتباهات را در پروژه کاری تان به حداقل میزان ممکن کاهش دهید. امروزه زاویه سنج ها داری صفحه نمایشی بزرگ جهت نشان دادن محاسبات انجام شده بوده که به شما کمک می کند تا اندازه ی زوایا را به راحتی بخوانید. برخی از زاویه سنج های حرفه ای حتی مجهز به دو صفحه نمایش LCD هستند که پروسه خواندن اندازه ها را به صورتی بسیار عالی ارائه می دهند. این ابزار می تواند در نجاری؛ لوله کشی، محوطه سازی و غیره مورد استفاده قرار بگیرد.
ü قابلیت اندازه گیری از ۰ تا ۱۸۳ درجه
ü دقت ۰.۱ درجه
ü صفحه نمایش بزرگ
ü دارای ۲ تراز حبابی در جهت قائم و افق
ü قابیلت اندازه گیری زاویه داخلی و خارجی
ü مناسب جهت کارهای دکوراسیون، نجاری، برش MDF و ...
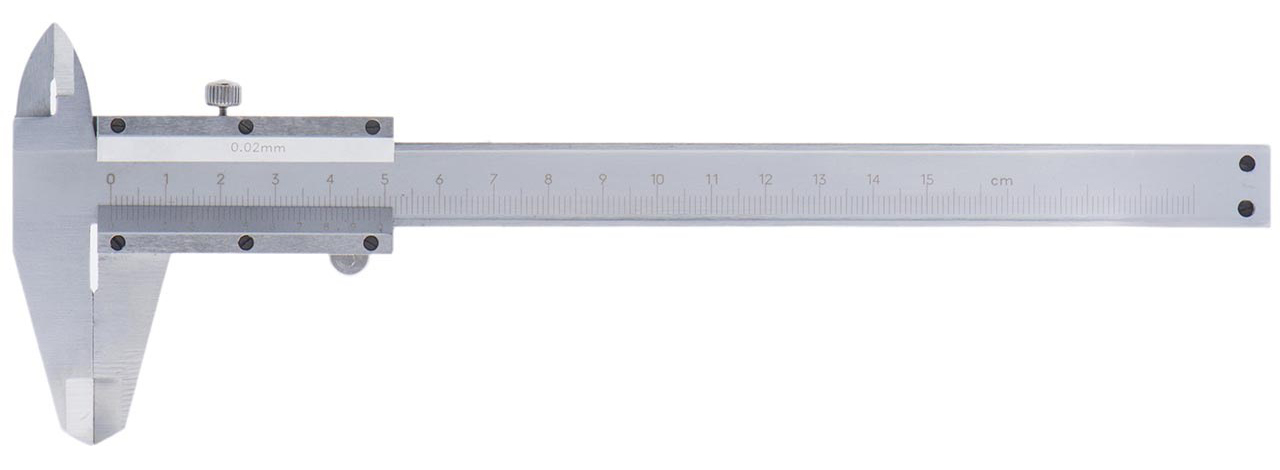
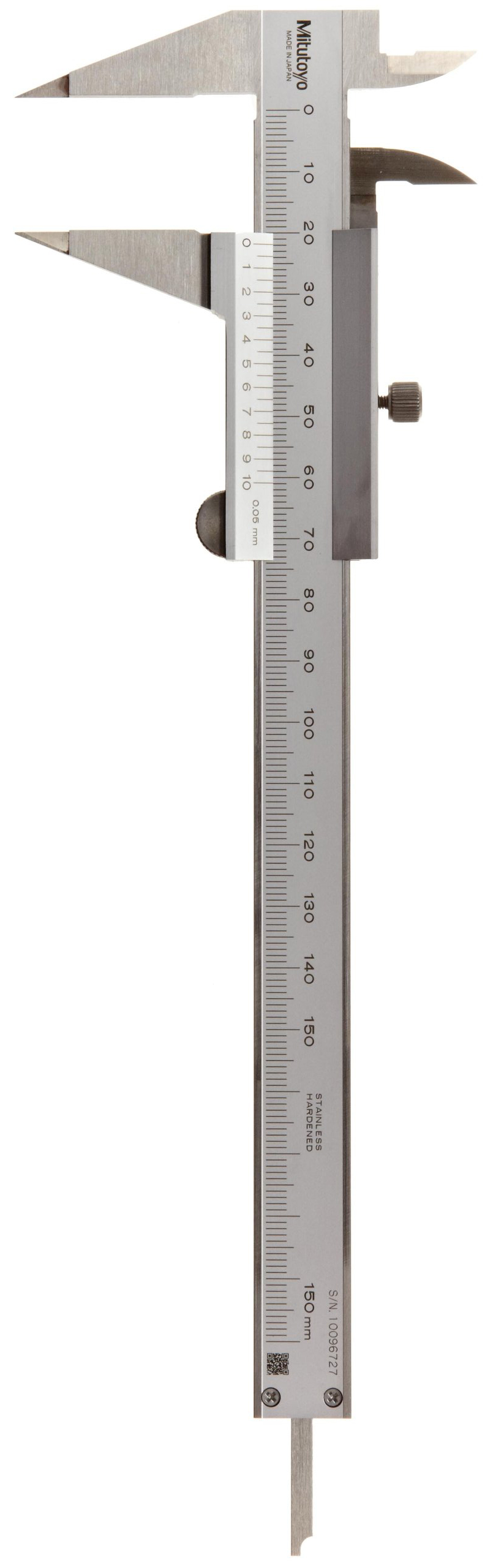
کولیس وسیلهای است که فاصلهٔ بین دو طرف یک شئ را اندازه میگیرد. برای این منظور کولیس را بین دو نقطۀ مطلوب قرار میدهیم و دو نقطه به وسیلهٔ دو فک مشخص میشود. سپس کولیس را بر میداریم حدفاصل دو ... به وسیلۀ یک ابزار اندازهگیری هم چون خط کش قرائت میشود. این وسیله کاربردهای بسیار وسیعی همچون در مهندسی مکانیک، فلزکاری، پزشکی و ... دارد.
وقتی با خطکش یا متر چیزی را اندازهگیری میکنید، حداکثر دقتی که برای شما اهمیت دارد، در حد میلیمتر است. ولی گاهی لازم است این دقت را بالاتر برد. بهعنوان مثال در نقشهکشی حرفهای یا ماشینکاری CNC بعضیاوقات لازم است تا فاصلهها، قطر، عمق و ضخامت اشیا تا حد میکرومتر اندازهگیری شود. در این مواقع از ابزاری به نام « کولیس » استفاده میکنند. برای این که از صحت عملکرد کولیس مطمئن باشید، باید در مراقبت از این ابزار دقت بالایی به خرج دهید تا ضربهای به آن وارد نشود. این ابزار بهشدت نسبت به ضربه حساس است.
تاریخچۀ کولیس:
در سال ۱۳۶۳ میلادی یک نفر فرانسوی به نام پیرورنیه وسیلهای برای اندازهگیری طراحی کرد که براساس اختلاف بین دو تقسیم بندی کار میکرد کولیسهای اولیه در لا به لای لاشههای باقیمانده از کشتی در نزدیکی سواحل ایتالیا یافت شده است. تاریخچۀ کشتی به شش قرن قبل از میلاد مسیح بر میگردد. قسمتهای چوبی فکهای متحرک و ثابت را نشان میداد. با این که استفاده از دستهای از کولیسها به ندرت وجود دارد، هنوز هم در روم و یونان از آنها مورد استفاده قرار میگیرد. در زمان سلسلۀ هان (۲۰۲ قبل از میلاد تا ۲۲۰ بعد از میلاد) چینیها از کولیسهای کشویی که آنها را از برنز ساخته و روز، ماه و سال (بر اساس تاریخ و سال چینی) تولید آن را بر رویش حک میکردند، استفاده مینمودند. کولیس ورنیههای جدید که تا هزارم اینچ را قرائت میکنند، توسط فردی آمریکایی به نام جوزف. ر. براون (Joseph R. Brown) در سال ۱۸۵۱ اختراع شدهاند. کمپانی ای به نام Brown and Sharpe برای تولید وسایل با دقت زیاد در ایالات متحده افتتاح شد. این وسیله اولین ابزار برای اندازهگیری دقیق بود که میتوانست با قیمت ماشین آلات معمولی به فروش رود.
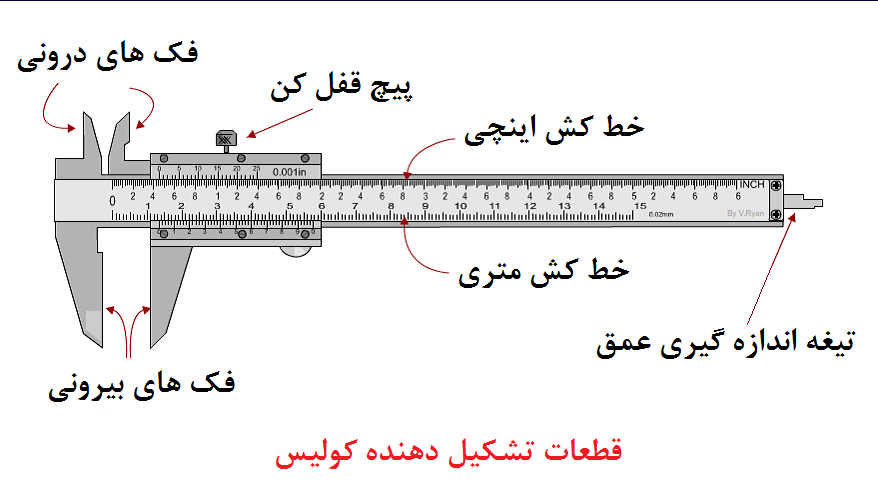
تشریح ساختمان کولیس:
کولیس از دو قسمت ثابت و متحرک تشکیل شده است؛ که قسمت ثابت آن یک خط کش مدرج منتهی به فک ثابت و متحرک آن شامل کشویی است که فک متحرک و همچنین ورنیه روی آن قرار دارد. برای کم کردن لقی و همچنین محکم کردن فک متحرک در محل دلخواه از ضامنی که روی کشو نصب شده است استفاده می گردد. در بعضی از کولیس ها جهت ثابت کردن فک متحرک، از یک پیچ محکم کننده استفاده می شود. در پاره ای از کولیس ها به قسمت متحرک، زبانه ای جهت اندازه گیری عمق، متصل شده است.
|
انواع کولیس: ۱- کولیس داخلی (Inside calipers) این نوع از کولیس برای اندازهگیری ابعاد داخلی اشیا به کار میرود. کولیس بالایی در شکل به صورت دستی تنظیم میشود. ابتدا به آرامی به آن ضربه میزنیم تا به داخل شی برود سپس پیچ آن را باز نموده تا پایههای آن کاملاً گیر دار شده و ابعاد را مطالعه میکنیم. کولیس پایینی در شکل به وسیلۀ پیچ قابل تنظیم است که بدون تکان دادن وسیله از محل اندازهگیری قابل قرائت میباشد. ۲- کولیس خارجی (Outside calipers) این دسته از کولیسها برای اندازهگیری ابعاد خارجی به کار میروند. به کارگیری این وسیله قابلیت تکرار پذیری و نیز دقت بالایی دارد. در اندازهگیری ابعاد بزرگ همچون قطر یک لوله بزرگ بسیار مفید میباشد.
۳- کولیس ورنیه تقسیمات روی کشو کولیس را ورنیه می گویند. به وسیلۀ ورنیه امکان خواندن کسری از تقسیمات اصلی خط کش امکان پذیرمی گردد. بدیهی است که دقت وسایل اندازه گیر مجهز به ورنیه ارتباط مستقیم با نحوۀ تقسیم بندی ورنیۀ آن ها دارد.
کولیس ورنیه، کولیسهای دیجیتال و کولیسهای عقربهای ابعاد را به طور مستقیم و با دقت بالا اندازهگیری میکنند. این کولیسها متشکل از یک خط کش با فک ثابت و یک فک دیگر که در طول خط کش لغزانده میشود، میباشند. فاصلهٔ بین جکها به سه روش خوانده میشود.
ساده ترین روش این است که محل نشان گر قرائت گردد. هنگامی که نشان گر بین دو نشانه گذاری است، کاربر میتواند آن را درج کرده و از این روش دقت بیشتری را اعمال نموده است.
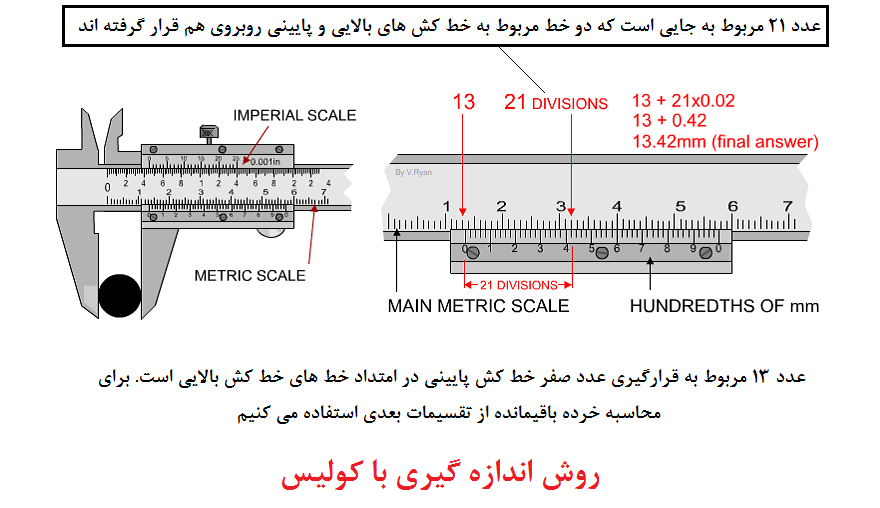
روش دیگر این است که شئ مورد نظر را بین دو فک قرار میدهیم و سپس از روی خط کش اصلی عدد نشان داده شده را میخوانیم (بر حسب میلیمتر) و سپس از روی ورنیه هر خطی که بر روی خط خط کش اصلی منطبق است را خوانده و در دقت آن ضرب میکنیم و با عدد خوانده شده از روی خط کش اصلی جمع میکنیم. کولیسهای ورنیه، دیجیتال و عقربهای میتوانند ابعاد داخلی و خارجی را اندازه بگیرند و برای اندازهگیری هر کدام از فک مخصوص استفاده کنند.
مقیاس ورنیهها بر حسب سیستم متریک یا مقیاسهای کوچکتر و نیز بر حسب اینچ که در قسمت بالای آن است، میباشد. کولیسهای به کار گرفته شده در صنعت تا ۰٫۰۱ میلیمتر و یا ۰٫۰۰۱ اینچ دقت دارند و در ابعادی موجودند که میتوان از آنها برای اندازهگیری تا ۱۸۲۹ میلیمتر و یا ۷۲ اینچ استفاده کرد.
۴- کولیس عقربه ای به جای استفاده از کولیس ورنیهها که قرائت آنها نیاز به روش خاص داشت که نیاز به یادگیری دارد، میتوان از کولیسهای عقربهای که در آنها برای قرائت کسری از میلیمتر کافی است که عدد روی عقربه را قرائت کرد، استفاده نمود. در این وسیله یک چرخ دندۀ دقیق و کوچک موجود است که بدون نیاز به قرائت مقیاس در ورنیه به همان اندازه دقیق را نشان میدهد. نشانگر هر یک اینچ و یا هر میلیمتر و یا یک دهم اینچ میچرخد. اندازه قرائت شده از روی عقربه بایستی به آن چه که از روی خط کش قرائت میشود، اضافه شود. به وسیله یک پیچ میتوان آن چه که بر روی خط کش نمایش داده میشود را قفل کرد. منظور این است که از حرکت عقربه جلوگیری نمود تا در قرائت اشتباهی به وجود نیاید.
۵- کولیس رقمی (دیجیتال)
این کولیسها از آن جایی که یک عدد واحد را بر روی نمایشگر نمایش میدهند و دیگر محتاج به قرائت از روی خط کش نمیباشد، نسبت به کولیسهای عقربهای بیشتر مورد استفاده قرار میگیرند. برخی از این نوع کولیسها قابلیت تبدیل واحد به سانتیمتر، میلیمتر و اینچ را دارند. میتوان با آنها برخی اندازهگیریهای دیفرانسیلی را انجام داد. کولیسهای دیجیتال میتوانند اندازهها را در حافظهٔ خود نگه دارند. از این قابلیت میتوان در جاهایی که کار کردن دشوار است و امکان دیدن عدد روی مانیتور نیست استفاده میشود. کولیسها با طول معمولی، ۶ اینچ یا ۱۵۰ میلیمتر از فولاد ضد زنگ ساخته میشوند که دارای دقت نسبی ۰٫۰۰۱ اینچ و ۰٫۰۲ میلیمتر میباشند. تکنولوژی مشابه در ساخت کولیسها با طول بلند تر(۸ اینچ و ۱۲ اینچ) به کار گرفته شده که دقت آنها برای کولیسهای ۱۰۰ تا ۲۰۰ میلیمتر، ۰٫۰۰۱ اینچ یا ۰٫۰۳ میلیمتر و برای ۲۰۰ تا۳۰۰ میلیمتر، ۰٫۰۰۱۵ اینچ یا ۰٫۰۴ میلیمتر است. بسیاری از کولیسهای ساخت چین که قیمت آنها گران نیست، با دقت خوبی از لحاظ منطقی کار میکنند. یک مشکل این کولیسها این است که هنگامی که در حالت خاموش قرار میگیرند، همچنان از باتری و قدرت آن استفاده مینمایند. یعنی در واقع آنها چیزی را نمایش نمیدهند اما هم چنان جریان تا زمانی که تمام شود در آنها برقرار است. جریان در حدود ۲۰ میکرو آمپر است که خیلی بیشتر از جریان در کولیس ها با برندهای معروف است. بعضی از مواقع وقتی که ولتاژ باتری خیلی کم شود، کولیس دیگر کار نمیکند. سلولهای نقرهای با سلولهای قلیایی ولتاژ برابری ایجاد میکنند،اما عمر آن ها برای کارایی بیشتر است. پس آنها جایگزین مناسبی برای سلولهای قلیایی هستند. کولیسهای دیجیتال این قابلیت را دارند که یک سری از خروجیها را با اتصال به کامپیوتر، در اختیار قرار دهند. یک سری مبدلها وجود دارند که میتوان با استفاده از آنها خروجیها را وارد برنامههای آماری یا جداول و یا نرمافزارهای مشابه نمود. همانند کولیسهای عقربهای پیچی وجود دارد که میتواند کولیس را در حالت اندازهگیری ثابت نگه دارد و از حرکت آن جلوگیری نماید. |
کولیس داخلی
کولیس خارجی
کولیس ورنیه
کولیس عقربه ای
کولیس رقمی (دیجیتال) |
مقایسه:
هر کدام از انواع کولیس مذکور در بالا مزیت ها و خطاهای نسبی مخصوص خود را دارند. کولیس ورنیهها با دوام اند، در بلند مدت با دقت عمل میکنند، از میدانهای مغناطیسی تأثیر نمیپذیرند و بسیار ضد ضربهاند. همچنین قرائت رقم آخر نسبتاً راحت میباشد. آن ها ممکن است هر دو مقیاس سانتیمتر و اینچ را داشته باشند. اما کولیس ورنیه نیازمند دید مناسب چشم یا عینک بزرگ کننده برای قرائت است و ممکن است در قرائت از فاصله دور و زوایای نا مناسب، آزمایشگر دچار مشکل شود. در محیطهای تولیدی قرائت کولیس ورنیه در طول روز مستعد خطا بوده و کارگران را آزار میدهد. کولیسهای عقربهای نسبتاً راحت قرائت میشوند و میتوانند برا ی مقایسه در هر نقطهای روی صفر تنظیم گردند. آن ها شدیداً به ضربه حساس اند و بسیار مستعد کثیف شدن چرخ دندهها هستند که میتواند مو جب کاهش دقت شود. کولیسهای دیجیتالی به راحتی از سیستم سانتیمتر به سیستم اینچ تغییر میکند. آن ها به سادگی در هر نقطه صفر میشوند و در هر دو جهت قرائت را انجام میدهند. و در صورتی که امکان مشاهده صفحه کولیس نباشد با فشردن دکمه “ Hold ” یا با صفر کردن و بستن کولیس (که مقدار منفی اندازهگیری مورد نظر را نشان میدهد) امکان قرائت مهیا میشود. آن ها از نظر مکانیکی و الکترونیکی شکنندهاند. اکثراً نیازمند باتری اند و در برابر سرما مقاومت خوبی ندارند. همچنین مقاومت معمولی در برابر ضربه دارند و در برابر کثیفی آسیب پذیر اند.
استفاده و روش استفاده:
برای خواندن اعداد روی آن ابتدا باید دقت کنیم که ردیف بالایی سیستم اینچی است و ردیف پایینی سیستم متریک است. فرض کنید میخواهیم قطر خارجی یک میله استوانه را اندازه گیری کنیم. برای اینکار استوانه را بین دو فک پایینی قرار می دهیم و سپس عدد مربوط خط کش اصلی مرکزی می خوانیم و برای شمارش خرده عدد به خط کش پایینی مراجعه می کنیم و عدد مربوط به جایی که خط های دو خط کش اصلی و خط کش پایینی دقیقا روبروی هم قرار گرفته اند را می خوانیم و با عدد اصلی جمع می کنیم تا قطر خارجی به دست آید. در اینجا عدد اصلی ۱۳ است و عدد خط کش پایینی را خوانده و در ۰.۰۲ ضرب می کنیم و با عدد اصلی جمع می کنیم. علت اینکه در ۰.۰۲ ضرب می کنیم این است که هر تقسیم بندی روی خط کش پایینی معادل ۰.۰۲ میلی متر است.
کولیسها باید به درستی استفاده شوند تا بتوانند اندازهگیری دقیقی به ما بدهند. مثلاً برای اندازهگیری ضخامت یک بشقاب، کولیس ورنیه بایستی در زاویه درستی قرار گیرد تا به ما ابعاد دقیق را بدهد. برای اندازهگیری ابعاد گرد شکل و یا با شکل نامشخص، احتیاج به تمرین بیشتر است. دقت اندازهگیری برای استفاده از کولیس به شدت به مهارت کاربر بستگی دارد. فک دستگاه کولیس ورنیه باید محکم به قسمتی که میخواهد اندازهگیری شود بچسبد.

گونیا ابزاری است به شکل مثلث از جنس فلز، پلاستیک یا چوب که از آن برای رسم زاویه قائمه و کشیدن خطی عمود بر خط دیگر یا خطی موازی با خط دیگر استفاده میکنند. گونیا از ابزار پرکاربرد در معماری و مهندسی و از ابزار کاربردی دانشآموزان در کلاسهای ریاضیات و هندسه است. در هنگام استفاده از این محصول فشار زیادی به چشمها و دستان شما وارد نمیشود. با این گونیا قادرید زاویههایی با سه درجهی مختلف رسم کنید.
گونیا دارای بدنهای پلاستیکی و شفاف است. به همین دلیل این گونیا بسیار سبک است و حمل یا استفادهی آن به دستان شما آسیبی وارد نمیکند. شفاف بودن بدنه باعث میشود که شما بتوانید زمینهی کاغذ را ببینید و خطوط و زوایای دقیقی رسم کنید. سه زاویه گونیا به ترتیب ۹۰، ۳۰ و ۶۰ درجه هستند. با این گونیا میتوان خطی به طول حداکثر ۱۵ سانتیمتر ترسیم کرد. درجهبندی روی این محصول به سانتیمتر است و اعداد آن با مشکی پررنگ مشخص شدهاند. بهاینترتیب لازم نیست در هنگام اندازهگیری با ترسیم فشار زیادی به چشمان خود وارد کنید.
استفاده از وسایل مناسب، ریاضی را از آنچه هست، شیرینتر میکند. گونیای مپد به دلیل شفافیت بدنه و اعداد پررنگ خود، برای همهی دانشآموزان یک ابزار کاربردی است.گونیا ابزاری است به شکل مثلث از جنس فلز، پلاستیک یا چوب که از آن برای رسم زاویه قائمه و کشیدن خطی عمود بر خط دیگر و یا خطی موازی با خط دیگر استفاده میکنند. گونیا از ابزار پرکاربرد در معماری و مهندسی و از ابزار کاربردی دانشآموزان در کلاسهای ریاضیات و هندسه است.
در برخی مواقع زبانه گونیا مدرج نمیباشد که در این صورت فقط برای صحت گونیایی بودن قطعه کار و خطکشی استفاده میشود. ولی اگر زبانه گونیا مدرج باشد علاوه بر خطکشی، برای اندازهگیری نیز میتوان از آن استفاده کرد.
معمولاً دو دسته گونیا ساخته میشود: یکی گونیا با گوشههای ۹۰ و ۶۰ و ۳۰ درجه و دیگری گونیا با گوشههای ۹۰ و ۴۵ و ۴۵ درجه.