
تعریف اره کاری:
از اره کاری به منظور بریدن و ایجاد شیار در قطعات استفاده می شود. با استفاده از فرایند اره کاری می توان با براده برداری از قطعۀ کار به وسیلۀ تیغه اره، شیار ایجاد نمود. از اره کاری به منظور بریدن و یا ایجاد شیار در قطعات استفاده می شود.
تیغه اره:

دسته بندی تیغه اره ها از نظر تعداد دندانه:
|
تشریح تیغه اره و مشخصات آن: دندانه های تیغه اره مانند گوه های کوچکی است که به ترتیب و پشت سر هم قرار گرفته اند و می توانند از روی قطعه کار براده برداری کنند. تیغه اره های دستی را دو دو نوع یک طرفه و دو طرفه می سازند. طول تیغه اره فاصلۀ خط المرکزین سوراخ های آن می باشد. در دندانه های تیغه اره، زاویه های زیر مشاهده می شود:
زاویۀ آزاد (a):
زاویۀ بین سطح آزاد گوه و سطح براده برداری را زاویۀ آزاد می نامند. وجود این زاویه برای درگیر شدن ابزار با کار لازم بوده و سطح اصطکاک را نیز تقلیل می دهد. زاویۀ گوه (b): زاویۀ بین دو سطح گوه را زاویۀ گوه و محل برخورد آن ها را لبۀ برنده می گویند. زاویۀ گوه را در تیغه اره های دستی که برای بریدن فلزات از آن ها استفاده می شود؛ برابر ۵۰ درجه انتخاب می کنند. زاویۀ براده (g): زاویۀ محصور بین سطح برادۀ گوه « سطحی که براده روی آن حرکت کند » و صفحۀ عمود بر سطح براده برداری شدۀ قطعۀ کار را زاویۀ براده می نامند. مقدار زاویۀ براده در تیغه اره های دستی به جنس قطعۀ کار بستگی دارد و مقدار آن برای بریدن فلزات نرمی که دارای برادۀ طویل می باشند به اندازۀ ۱۰ درجه و برای بریدن فلزات سخت صفر درجه در نظر گرفته شده است. گام دندانۀ تیغه اره ها (فاصلۀ تقسیمات) را برای بریدن فلزات نرم زیاد و برای بریدن فلزات سخت، کم انتخاب می کنند. برای جلوگیری از گیر کردن تیغه اره ها در هنگام برش، تدابیری به کار برده شده است تا عرض بیشتر از ضخامت تیغه اره باشد. برای این منظور از روش های نشان داده شده در شکل روبرو استفاده می شود. |
|



|
انواع تیغه اره از نظر گام: گام دندانۀ تیغه اره ها « فاصلۀ رأس یک دندانه تا رأس دندانۀ بعدی » بر حسب نوع و جنس کار متفاوت می باشد. برای بریدن فلزات سخت تر از تیغه اره های دنده ریز و برای بریدن فلزات نرم از تیغه اره های دنده درشت استفاده می شود. هم چنین برای اره کاری قطعاتی که دارای ضخامت کم می باشد تیغه ارۀ دنده ریز و برای اره کاری قطعاتی که دارای طول برش بلندی می باشند تیغه ارۀ دنده درشت به کار برده می شود. |
|

|
جنس تیغه اره ها:
جنس تیغه اره ها را برای بریدن فلزات نرم « آلومینیوم، مس و فولادهای نرم » از فولاد ابزار سازی غیر آلیاژی و برای بریدن فلزات سخت « چدن و فولادهای سخت » از فولاد ابزار آلیاژی « تندبر » انتخاب می کنند.
|
|
|
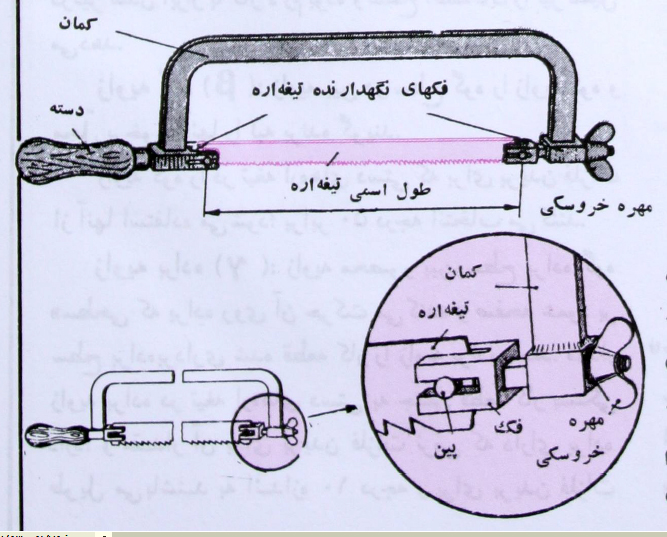
کمان ارۀ دستی: کمان اره یا ارۀ آهنبر نوعی اره است که دارای کلافی فلزی است و تیغۀ آن باریک و با اندازۀ دندانههای مختلف میباشد. کمان اره دارای یک بدنه فلزی و دو فک است. یکی از فک ها متغیر است و در موقع تعویض تیغه اره در محل خود جلو و عقب می رود و فک دیگر ثابت است. برای هدایت تیغه اره های دستی، آن ها را در کمان اره می بندند. کمان اره از کمان، دسته و فک های نگهدارندۀ تیغه، مهرۀ خروسکی و دو عدد پین تشکیل شده است. |
|


|
تجهیزات کارگاهی مورد استفاده در اره کاری: ۱. میزکار: برای این که بتوان با تسلط کامل و خستگی کمتر روی قطعات نسبتاً کوچک کارهایی مانند خط کشی، اره کاری و سوهان کاری را انجام داد؛ از میزی به نام میز کار استفاده می شود. میز کار بایستی محکم و سنگین بوده و در ضمن کار لرزش نداشته باشد. ارتفاع میز کار از کف کارگاه در حدود ۸۰ سانتی متر در نظر گرفته می شود. برای تسهیل در انجام کارهای براده برداری، روی میز کار گیره ای نیز نصب می گردد. ۲. گیرۀ موازی: این گیره دارای دو فک موازی می باشد، که یکی از آن ها ثابت و دیگری متحرک است. برای تأمین حرکت فک متحرک از پیچ و مهره استفاده شده است. گیره های موازی را معمولاً از چدن خاکسری مخصوص و یا فولاد دیخته گری تهیه می کنند. به همین دلیل در مقابل ضربه و نیروهای زیاد حساس بوده و بایستی از خمکاری و چکش کاری سنگین روی آن ها خودداری نمود. برای افزایش مقاومت قسمتی از فک ها که با کار در تماس می باشد؛ جنس آن ها را از فولاد انتخاب کرده و برای جلوگیری از سر خوردن قطعۀ کار روی آن ها را آج می زنند. برای افزایش راندماندر موقع کار روی گیره، لازم است ارتفاع سطح گیره متناسب با قد شخصی باشد که از آن استفاده می کند. مناسب ترین ارتفاع سطح گیره ارتفاعی است که وقتی در کنار آن می ایستیم سطح گیره به اندازۀ ۵ تا ۸ سانتی متر پایین تر از آرنج قرار گرفته باشد. چون ارتفاع میز کار ثابت می باشد می توان با قرار دادن زیر پایی چوبی مناسبی برای افراد قد کوتاه، ارتفاع گیره را تنظیم نمود و یا از گیرۀ قابل تنظیم مطابق شکل کمک گرفت. |
|



اره لنگ:

